Projects




About Us

More than 10 years of experience in engineering, applying synergy of several technical areas together with new technologies to guarantee the success of our customers.
Overview
The project Polymer-Print aims to replace metal parts, traditionally made of steel and aluminum, with plastic materials through additive manufacturing FDM (Fused Deposition Modeling). In many applications where loads are not entirely decisive, polymeric materials can fulfill the design requirements of many parts. Although they do not have yield limits and Young's modulus as high as metallic materials, they can be an effective option to lose weight in mechanical components, since the density of plastics is lower than ones of metallic materials, making them an option to study for various industries, especially aeronautics.
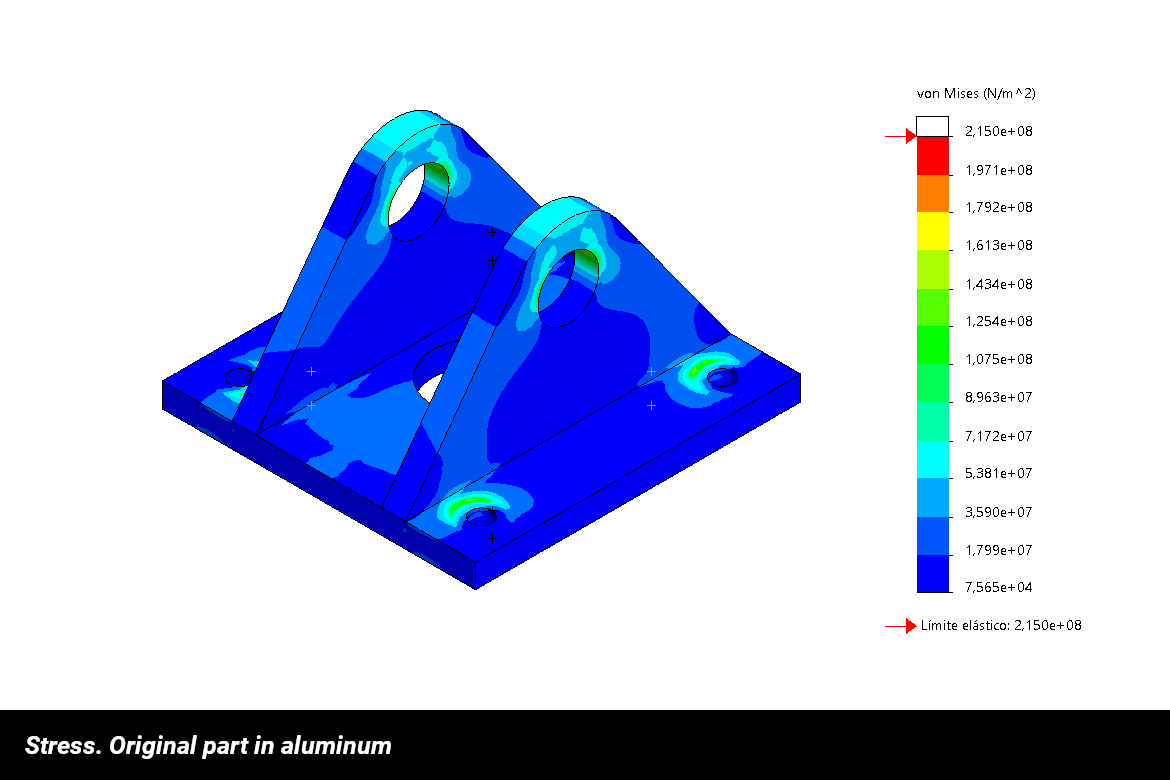
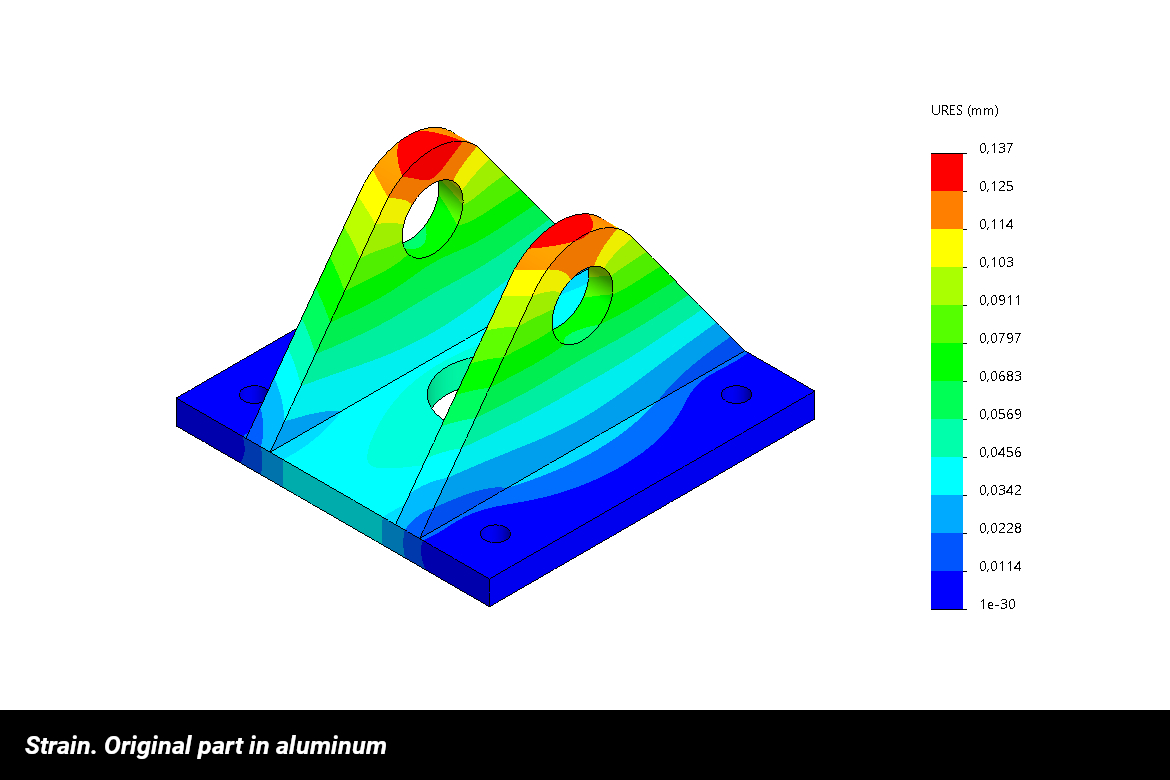
Parts in 5083 aluminum will be studied under tensile loads of 2000kg, and how the geometry must be modified so that they can be manufactured by additive 3D printing methods using technical polymeric materials.
Challenge & Solution
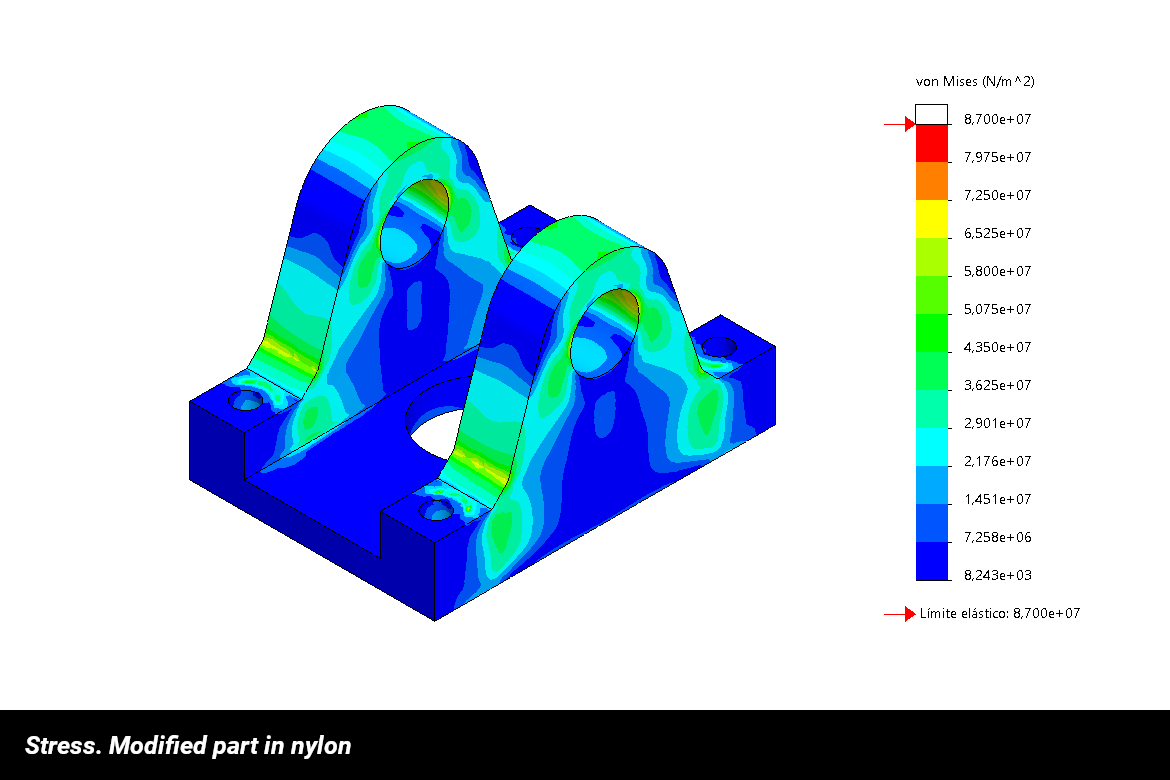
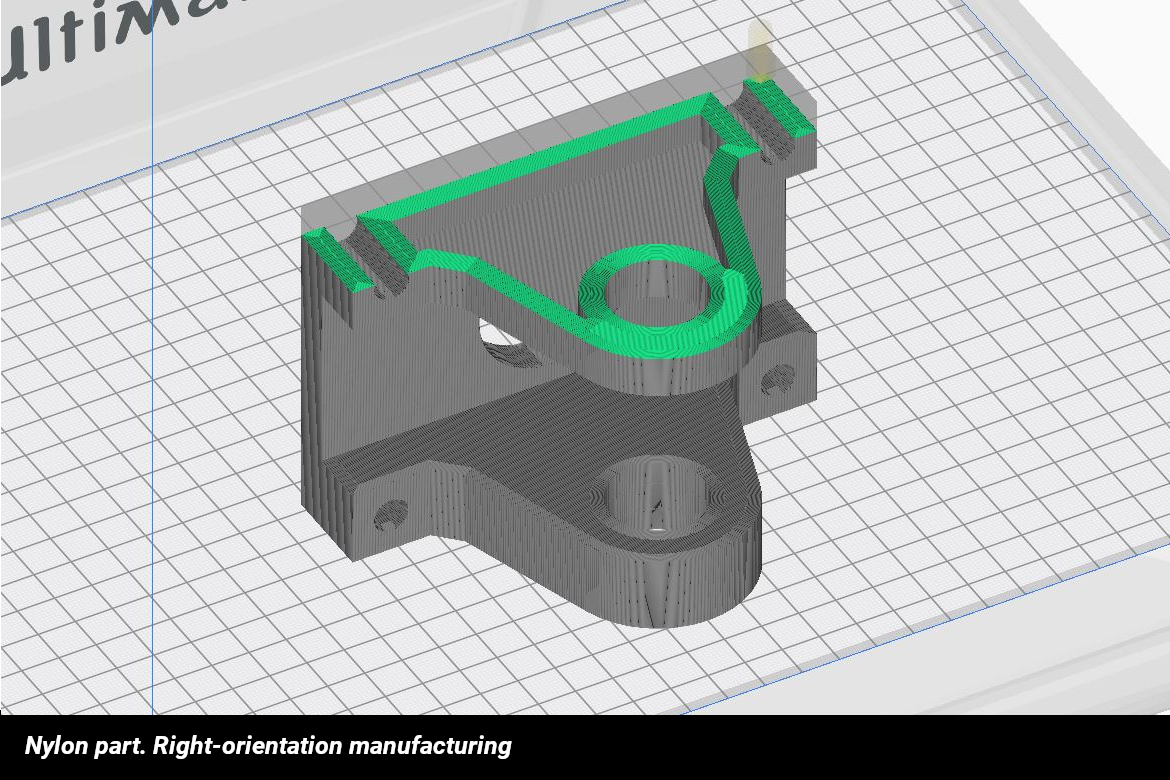
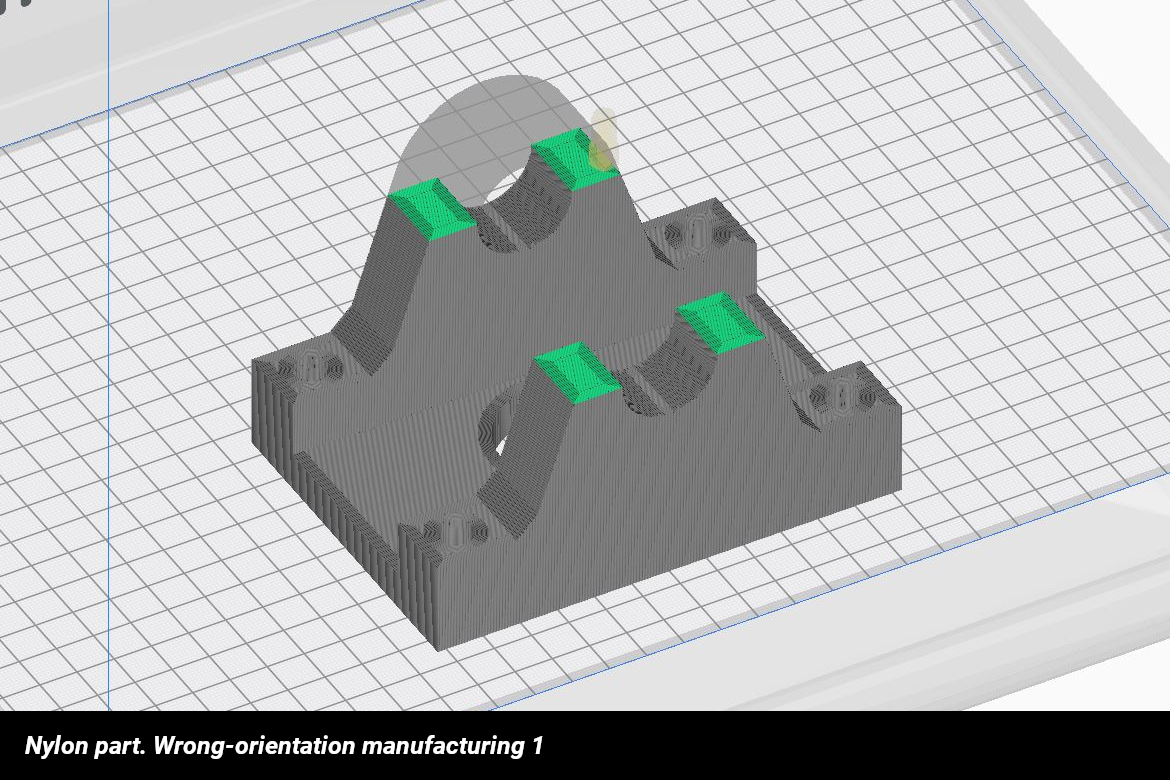
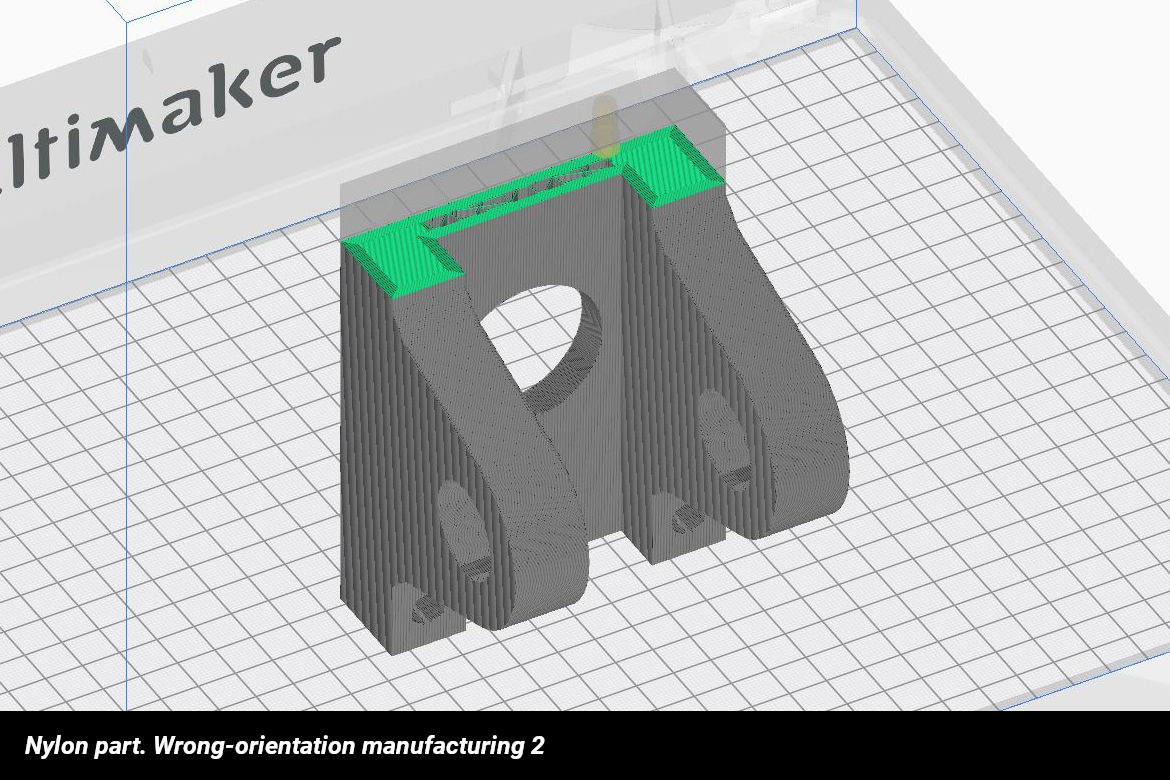
Since the properties of polymers are lower than those of metals, more support surface is required to transmit the same load to achieve a lower pressure, as well as a better distribution of the load in clamps to improve the geometry stability. The FDM manufacturing process produces elements that are not isotropic, so it will be crucial to align the part layer deposition in the best direction to support the main stress with guarantees.
The choice of material is essential to fulfill the load requirements. If we consider the polymeric materials with the best performance against the loads, below 300ºC fused temperature, we find polyamides or nylon, which increase their yield limit and Young's modulus notably approaching those of metallic materials by means of glass, carbon or aramid fiber reinforcement.
Aluminum 5083
-
Tensile stregth: 345 MPa
-
Yield limit: 215 MPa
-
Tensile modulus: 7000 MPa
Nylon (PA6.6 + 35%GF)
-
Tensile stregth: 134 MPa
-
Yield limit: 87 MPa
-
Tensile modulus: 8164 MPa
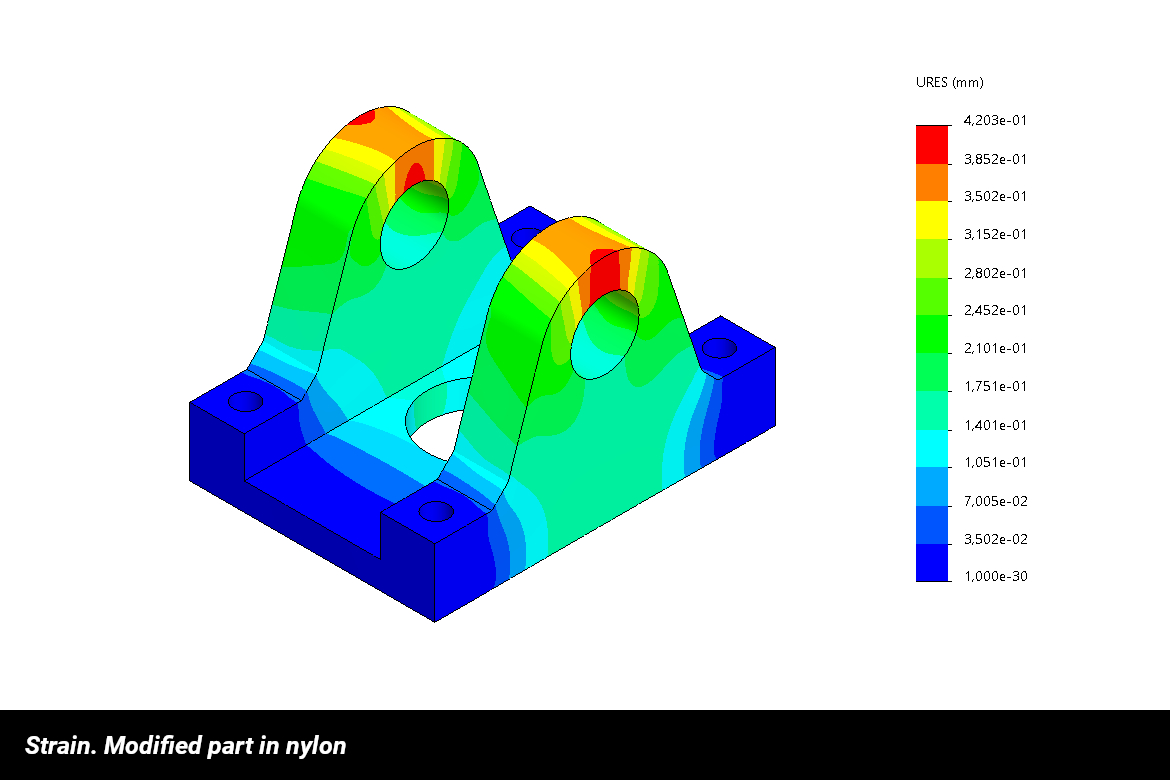
CAE simulations predict a linear elastic performance of the material before reaching the yield limit, which adjusts quite well to metallic materials, but polymer performances are not so linear. For this reason, yield limit of plastic is usually accepted such as the one that provides a 0.2% strain. This is why polymer simulations are less accurate than metallic ones and why a test of parts is necessary to dispel concerns.
The FDM additive manufacturing process deposits layers of material to build a specific geometry. The material in the same layer can be considered to have the same properties as the raw material filament. However, material performance between layers shows values below those marked by the source material. This is inherent in the FDM manufacturing process itself. Thus, during the manufacturing process, it is necessary to align the piece in space so that all layers work homogeneously and together against the main stress.
CAE simulations predict a linear elastic performance of the material before reaching the yield limit, which adjusts quite well to metallic materials, but polymer performances are not so linear. For this reason, yield limit of plastic is usually accepted such as the one that provides a 0.2% strain. This is why polymer simulations are less accurate than metallic ones and why a test of parts is necessary to dispel concerns.
Our Process
The characterization of the original part performance is necessary to have a starting point from which to start the optimization and modification of the piece in concert with the change of material. CAE simulations, in combination with the constraints of the manufacturing software, define the final geometry of the modified part for the new polymeric material. The new geometry must pass a tensile test to ensure that the design requirements and the simulations carried out have been accurate enough to finally validate the part.
01
CAE simulation of the original metal part as a starting point
02
Polymeric material choice
03
CAE Simulation in concert with manufacturing software for optimization
04
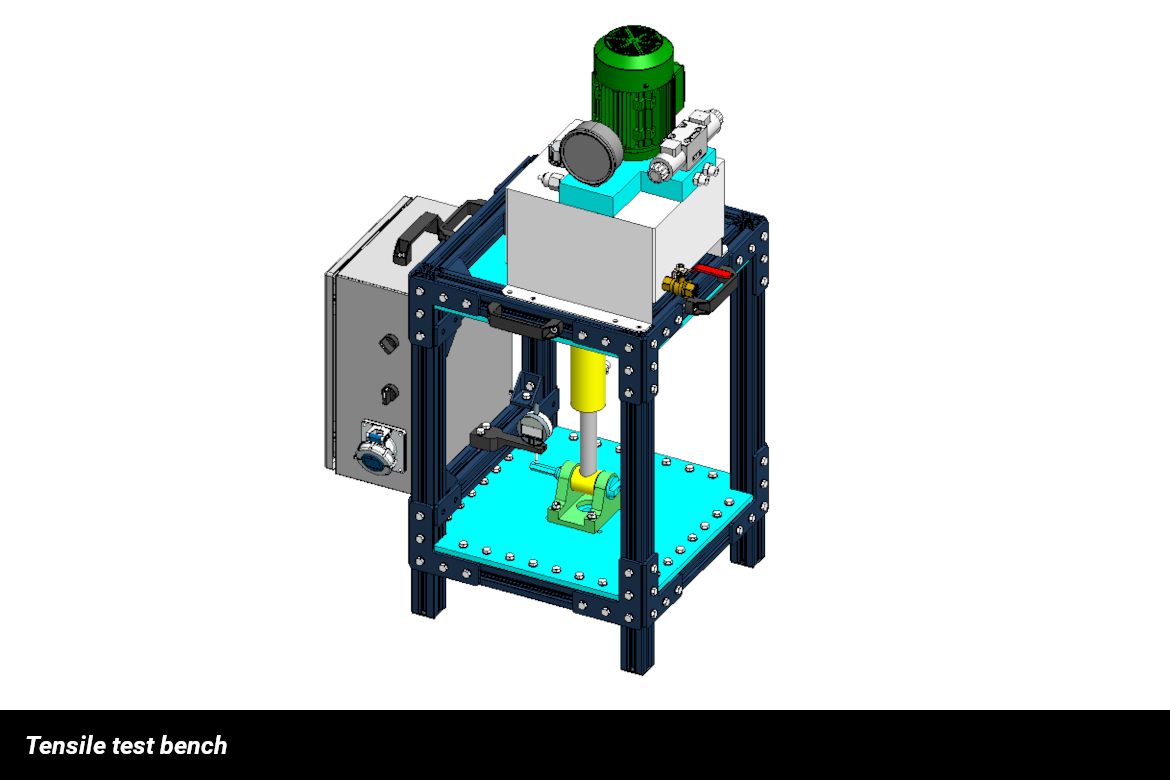
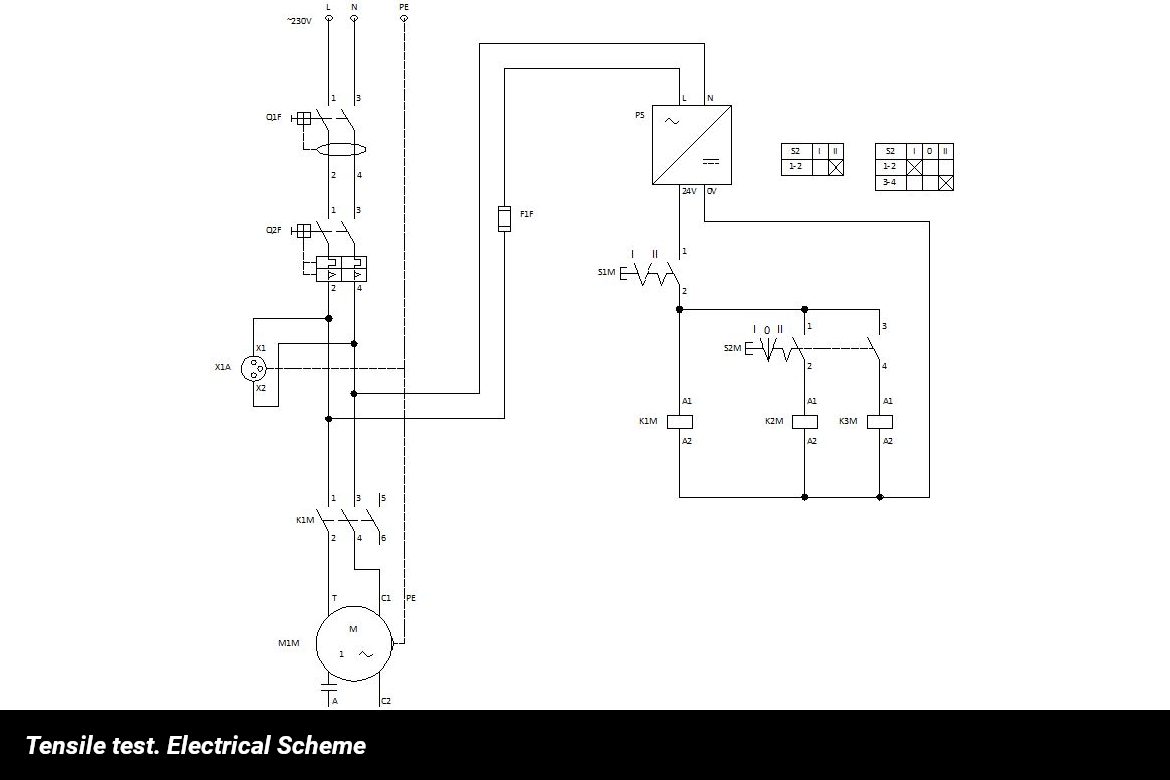
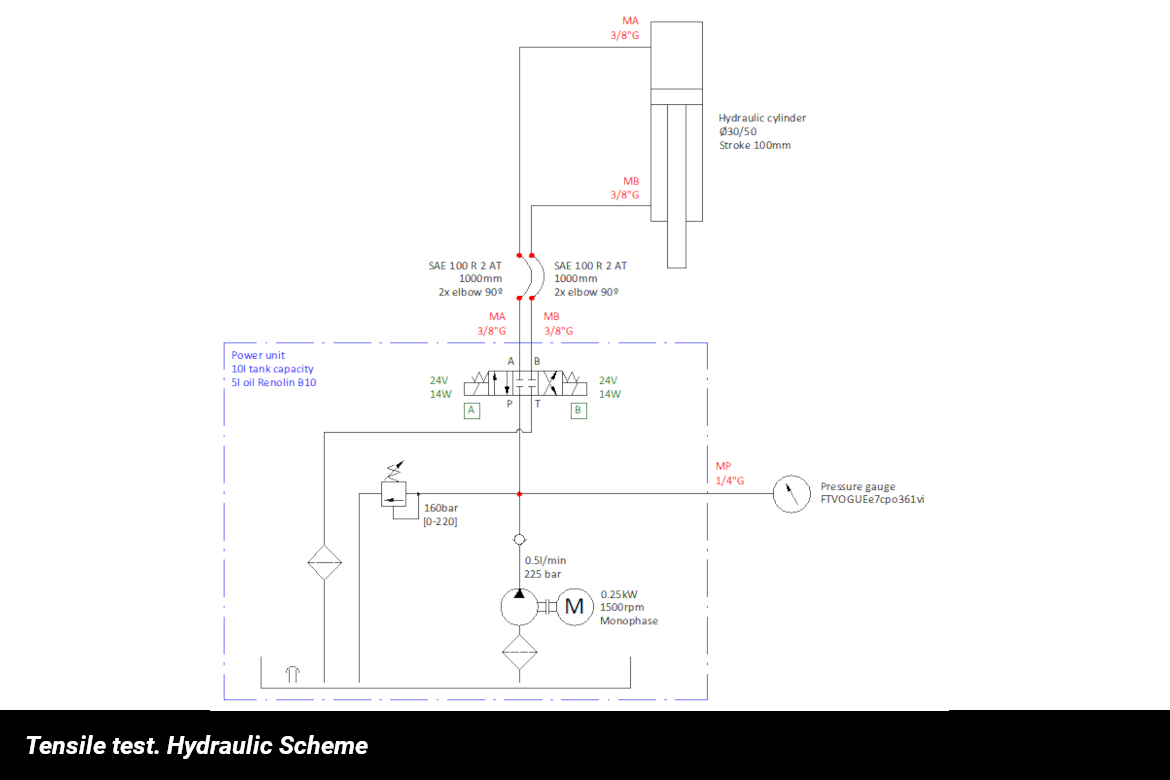
Tensile test